食品機械設備網(wǎng)
食品機械設備網(wǎng)
技術文章
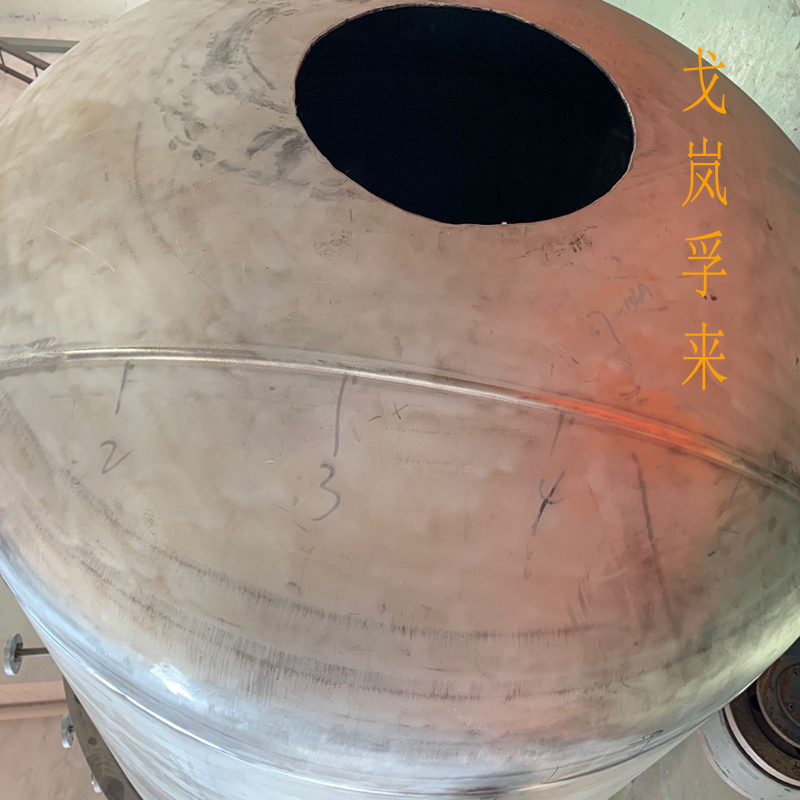
戈嵐孚來鈦合金大罐橫縫自動焊接設備
閱讀:1251 發(fā)布時間:2020-3-6戈嵐孚來鈦合金大罐橫縫自動焊接設備同樣適用于手動和自動應用。 它已被用于各種操作,從大量金屬帶材焊接到手術器械的精密焊接,到噴氣發(fā)動機葉片的自動修復,到用于各類耐高壓力的壓力容器,如化工反應容器,換熱器壓力容器,儲存壓力容器等。
戈嵐孚來鈦合金大罐橫縫自動焊接設備的優(yōu)點和主要用途
與氣體鎢極電弧焊相比,等離子弧焊的優(yōu)點源于PAW具有更高的能量濃度。其較高的溫度,狹窄的橫截面積和等離子體射流的速度產生較高的熱含量。另一個優(yōu)點是基于剛性柱狀類型的電弧或等離子體的形式,其不像鎢氣弧那樣張開。這兩個因素具有以下優(yōu)點:
等離子弧的割炬與工件之間的距離不如燃氣鎢極電弧焊接那么重要。這對于手動操作很重要,因為它使焊工更自由地觀察和控制焊縫。
等離子體的高溫和高熱濃度允許鎖孔效應,這提供了許多接頭的*穿透單道焊接。在該操作中,更期望熱影響區(qū)和焊接形式。熱影響區(qū)小于瓦斯鎢弧,并且焊縫往往具有更多平行邊,這減少了角度畸變。
等離子焊機焊接工藝被引入焊接工業(yè),作為在較低電流范圍內對電弧焊接工藝進行更好控制的方法。 如今,等離子焊接保留了其為工業(yè)帶來的原有優(yōu)勢通過提供先進水平的控制和和準確度,在微型應用中生產高質量焊接并為高生產要求提供長電極壽命。
等離子焊機特點
保護電極。
弧形和均勻的熱分布引起的電弧長度。
電弧轉移溫和且一致。
電弧穩(wěn)定。
焊接時的高頻噪聲小
設備要求清單
電弧能量密度達到Tig的3倍
焊接時間短至.005秒
通過噴嘴孔選擇的圓弧直徑
等離子焊機基本配置
l 電源
l 等離子控制臺(有時外置,有時內置)
l 水循環(huán)器(有時是外部的,有時是內置的)
l 等離子焊槍
l 噴嘴套件(鎢針,陶瓷,夾頭,電極安裝量具)
l 固定工裝
等離子焊機焊接工藝被引入焊接工業(yè),作為在較低電流范圍內對電弧焊接工藝進行更好控制的方法。 如今,等離子焊接保留了其為工業(yè)帶來的原有優(yōu)勢通過提供先進水平的控制和和準確度,在微型應用中生產高質量焊接并為高生產要求提供長電極壽命。